Где производят LC-1 кондукторные колонны?
2026-01-31
Вопрос, казалось бы, простой, но на деле часто упирается в тонкости спецификаций и реальные возможности заводов. Многие сразу думают про российские мощности или, скажем, европейские, но с LC-1 не всё так однозначно — это ведь не просто труба, это целая система для конкретных условий. Попробую разложить по полочкам, исходя из того, с чем приходилось сталкиваться.
Что скрывается за обозначением LC-1?
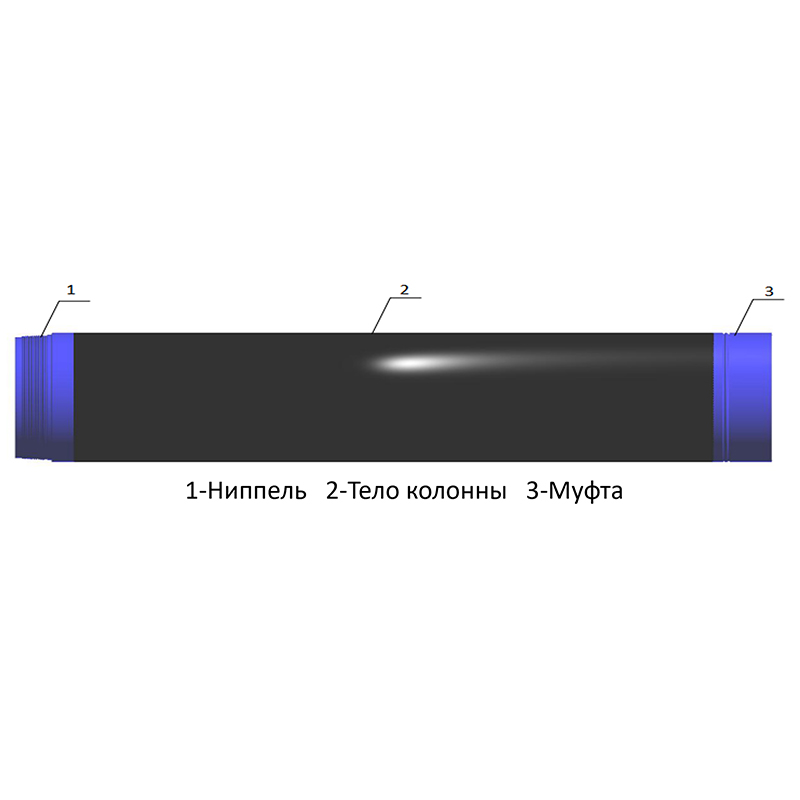
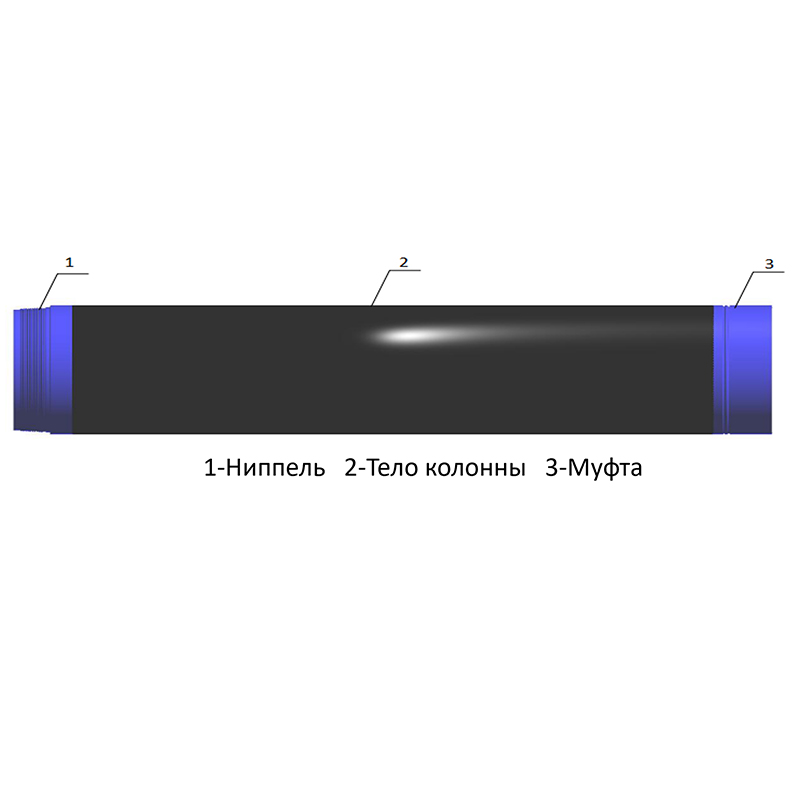
Прежде чем искать производителя, нужно понять, что именно ищешь. LC-1 — это, как правило, обозначение типа или стандарта кондукторной колонны для определенных проектов, часто связанных с морским бурением. В моей практике это встречалось в контексте требований к высокой коррозионной стойкости и усталостной прочности. Важно не путать с рядовыми обсадными колоннами — здесь могут быть особые требования к соединениям (например, типа STC или LC), к контролю качества сварных швов по всей длине, к гидростатическим испытаниям.
Был у меня случай на одном из проектов на Каспии: заказали колонны по спецификации, вроде бы подходящей под LC-1, но при приемке вылезли нюансы по ударной вязкости металла при низких температурах. Оказалось, завод-изготовитель, не самый мелкий, кстати, интерпретировал стандарт по-своему, сэкономил на термообработке. Пришлось вести долгие разбирательства. Так что производят — это не только о том, где режут и сваривают сталь, но и где есть компетенция точно выдержать весь техпроцесс.
Отсюда и главный вывод: ключевое — не страна, а наличие у завода опыта именно в производстве морских кондукторных колонн, сертификатов API (особенно API Spec 5CT и 5L), а главное — референс-листа с реализованными проектами в сложных условиях. Без этого любая геолокация завода бесполезна.
Основные игроки на рынке и география производства
Если отбросить абстракции, то производственные мощности сосредоточены в нескольких регионах. Традиционно сильны европейские и японские производители вроде Tenaris или Sumitomo, но их продукция часто имеет ценник, который не все проекты могут потянуть. В последние 10-15 лет серьезно подтянулись азиатские производители, в частности, китайские.
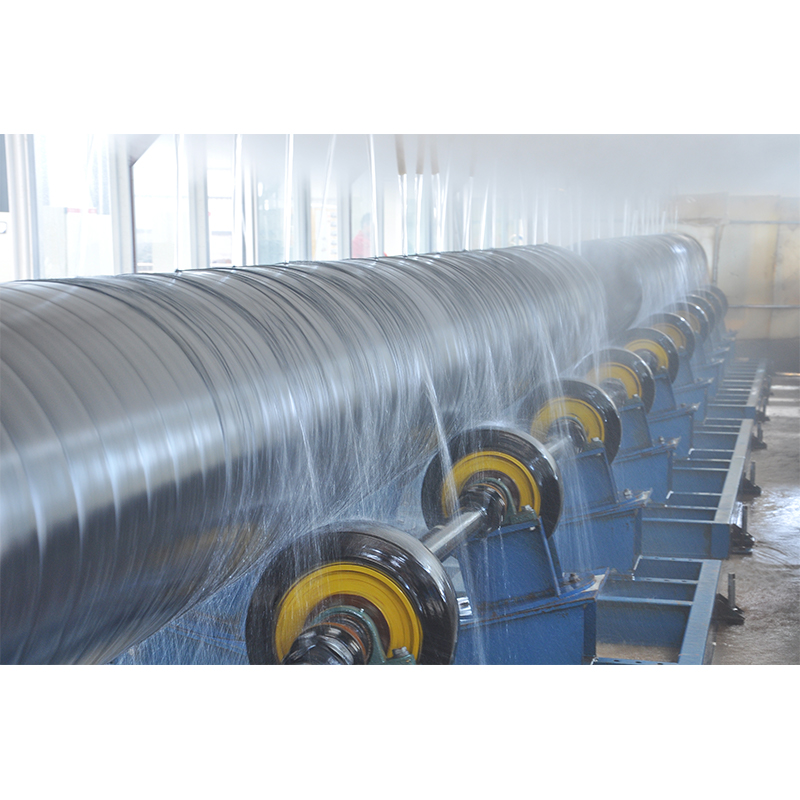
Здесь стоит сделать важную ремарку. Китай — это не про дешево и сердито в сегменте ответственных изделий для шельфа. Речь идет о крупных заводах с полным циклом, которые инвестировали в современное оборудование для контролируемой прокатки, наложения защитных покрытий и неразрушающего контроля. Один из таких примеров — АО Шаньдун Цилун морская нефтяная стальная труба. Если зайти на их сайт https://www.qilong.ru, видно, что компания позиционирует себя как ведущая в Китае в области производства изоляционных колонн и специализируется на НИОКР морского оборудования. В их продуктовой линейке как раз значатся и изоляционные колонны, и глубоководные поверхностные трубы, что близко к нашему запросу по LC-1.
Важный момент: такие компании как Цилун часто работают не на розничный рынок, а выполняют крупные контракты под конкретные проекты, поставляя комплектные решения, включая услуги по забивке свай стояков на море и тестированию. Поэтому производят они может быть в Китае, но их продукция работает, например, в Южно-Китайском море или поставляется на Ближний Восток. В моем опыте была поставка бурильных труб от одного из их региональных конкурентов, и качество было на уровне, хотя пришлось повозиться с логистикой и таможенным оформлением сертификатов.
Почему не каждый трубный завод возьмется за LC-1?
Здесь нужно понимать разницу между стандартным и специальным производством. Выпускать трубы по API 5L — это одно. А изготавливать кондукторные колонны типа LC-1 — это всегда штучный, проект-специфичный продукт.
Во-первых, требования к металлургии. Нужна сталь с очень четким химсоставом (часто легированная, с медью, никелем для стойкости к морской воде), строго контролируемыми механическими свойствами по всему телу трубы, включая зону сварного шва. Не каждый сталеплавильный цех может это гарантировать партией в несколько километров труб.
Во-вторых, соединения. Резьбовое соединение LC (Linear Contact) — это не просто нарезанная резьба. Это прецизионная обработка, требующая контроля каждого витка на контактные напряжения. Плюс обязательная фаска, покрытие, защитные колпачки. На одном из наших заказов была проблема с преждевременным износом резьбы при пробной сборке. Причина — микротрещины после накатки, которые не выявил заводской УЗК. Пришлось забраковать целую партию муфт.
В-третьих, логистика и обработка. Готовые колонны — это секции длиной по 12-18 метров, их нужно где-то хранить, правильно упаковывать для морской перевозки, защищать от солевого тумана. Завод должен иметь соответствующий терминал погрузки. Видел, как на небольшом заводе такие колонны грузили обычным краном, царапая защитное покрытие о борт судна — потом на месте пришлось заново красить.
Кейс из практики: поиск поставщика под сжатые сроки
Пару лет назад нужно было срочно найти замену для поврежденной секции кондукторной колонны на одной старой платформе. Спецификация была старая, близкая к LC-1. Европейские производители называли сроки в 4-6 месяцев, что было неприемлемо.
Стали смотреть в сторону Азии. Обратились в несколько компаний, в том числе, изучали возможности АО Шаньдун Цилун морская нефтяная стальная труба. Их преимуществом было то, что они занимаются не только производством изоляционных колонн, но и полным циклом услуг, включая подводные испытания устья скважин. Это говорило о том, что они понимают конечное применение своей продукции. По их данным, у них были свободные мощности на линии по производству глубоководных труб, которые подходили по параметрам.
Ключевым стал вопрос сертификации. Они предоставили актуальные сертификаты API и протоколы испытаний на ударную вязкость для аналогичной стали. Но был нюанс — их стандартный запас прочности был чуть выше, чем требовалось по нашей спецификации, что в принципе было неплохо, но вело к небольшому перерасходу по весу. Пришлось делать инженерную оценку, выдержит ли кран на платформе.
В итоге, колонны были изготовлены и отгружены за 11 недель. Качество было хорошим, особенно порадовала система маркировки и упаковки — каждая секция была в индивидуальной обертке с биркой, все данные были сканируемы. Правда, при монтаже выяснилось, что резьбовое соединение было чуть туже, чем у старой колонны, пришлось использовать другой состав для смазки. Но это уже мелочи по сравнению с рисками простоя.
На что смотреть при выборе производителя сегодня?
Исходя из накопленного, пусть и иногда горького опыта, сформировал для себя чек-лист.
Первое — не сайт и не брошюры, а референсы. Нужны конкретные проекты, желательно с похожими условиями (глубина, соленость воды, сейсмика). Хорошо, если производитель может дать контакты инженеров с того проекта для обратной связи. Компания типа Цилун, судя по их описанию, как раз делает акцент на комплексном обслуживании морских нефтяных месторождений, а значит, у них должен быть такой портфель.
Второе — глубина аудита. Можно ли приехать на завод не на показуху, а в рабочий день? Посмотреть, как ведется контроль на входе заготовки, как работает линия нанесения внутреннего покрытия (если оно требуется), как хранятся готовые изделия. Производство морских кондукторных колонн — это всегда чистота и порядок в цехах. Если видишь груды металла и лужи масла, беги оттуда.
Третье — гибкость и инжиниринг. Готов ли завод обсудить не только цену и сроки, но и возможные изменения в спецификации под ваши риски? Например, усилить стенку в верхней части колонны, где выше нагрузки от качки платформы. Если техотдел отвечает быстро и по делу, это серьезный плюс.
Вернемся к исходному вопросу. Их производят там, где есть сочетание современной металлургической базы, строгой системы контроля качества и главное — понимания того, что эта труба будет работать в агрессивной среде под огромной нагрузкой, и от нее зависит безопасность всей скважины. Сегодня такие компетенции есть у ряда заводов в Китае, таких как упомянутый Шаньдун Цилун, у некоторых европейских и, в меньшей степени, российских производителей. Выбор всегда за конкретными требованиями проекта, бюджетом и, что немаловажно, доверием к технологам завода, которые эти колонны рассчитывают и выпускают.