Где найти поставщиков Китай LC-2 ударной резьбовой кондукторной колонны?
2026-02-17
Поставщиков на LC-2 ищешь? Сразу скажу, что просто вбить в поиск ?купить LC-2? — путь в никуда. Многие думают, что это просто труба с резьбой, но специфика ударной резьбы для кондукторных колонн — это отдельная история, особенно когда речь о морском бурении. Тут и материал, и обработка, и самое главное — понимание, для каких именно грунтовых условий и ударного погружения она предназначена. Ошибёшься с поставщиком — получишь или просто ?похожую? трубу, которая не выдержит динамических нагрузок, или столкнёшься с бесконечными задержками по сертификации. Расскажу, как искал сам, на чём спотыкался и куда в итоге вышел.
Что скрывается за аббревиатурой LC-2 и почему это не просто ?труба?
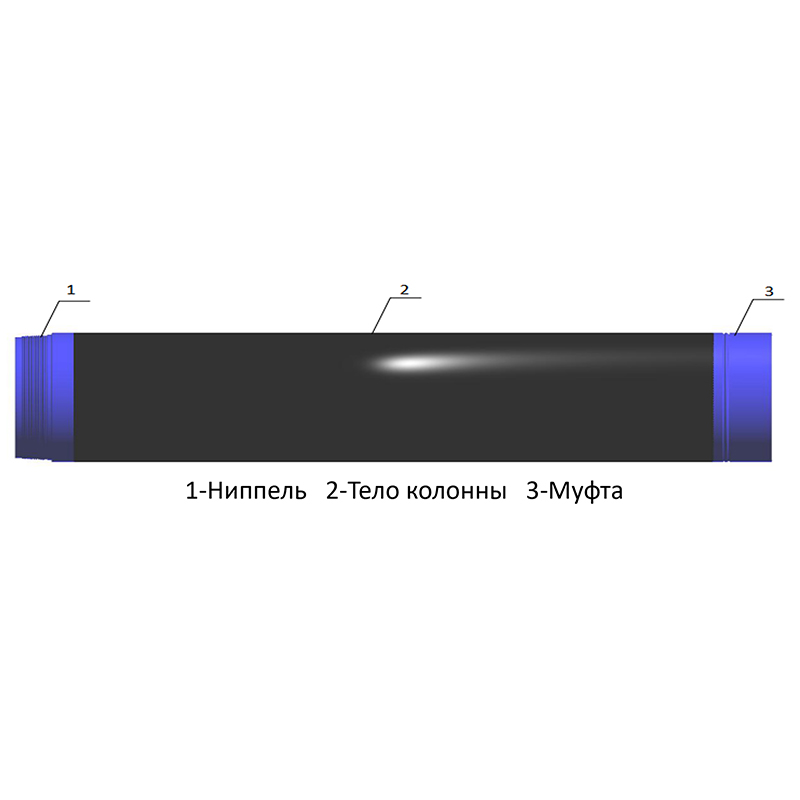
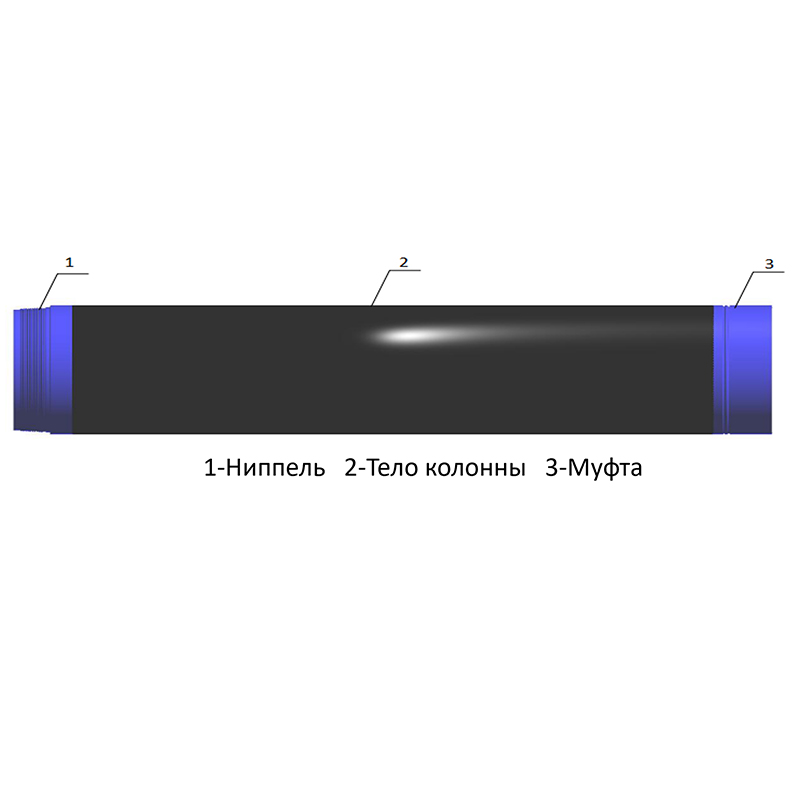
Когда впервые столкнулся с запросом на LC-2 ударную резьбовую кондукторную колонну, тоже полез в стандарты. Но жизнь, как обычно, вносит коррективы. LC-2 — это, грубо говоря, обозначение типа соединения и класса для ударного погружения. Резьба тут не приварная, а именно нарезанная, с очень жёстким допуском, чтобы выдерживать не только статическую, но и ударную нагрузку от молота. Если резьба ?сыпется? или не обеспечивает герметичность стыка после нескольких ударов — вся колонна под вопросом.
Основная ошибка новичков — искать просто производителя труб. А нужно искать производителя, который специализируется именно на морском оборудовании и понимает процесс забивки свай. Многие китайские заводы делают отличные трубы для магистральных газопроводов, но их технологии и контроль качества не заточены под специфические циклические ударные нагрузки. Колонна ведь не просто стоит — её забивают. И каждый удар — это нагрузка на соединение.
Был у меня печальный опыт лет пять назад. Заказали партию у одного крупного, вроде бы, завода. Трубы пришли, внешне — красота. Но когда начали мониторить нагрузку на стенд-испытаниях (не все это делают, кстати, экономят), выяснилось, что усталостная прочность резьбового соединения не дотягивает. Пришлось срочно искать замену и за свой счёт демонтировать уже доставленное на базу. Потеряли время и деньги. Вывод: нужен не просто продавец, а инженерно-ориентированный поставщик.
Где искать: от Alibaba до узкопрофильных отраслевых платформ
Начинал, конечно, с глобальных B2B-площадок. Alibaba, Made-in-China. Там по запросу вываливаются десятки поставщиков. Но 90% — это трейдеры, перепродавцы. Они могут прислать красивые каталоги, но на технические вопросы по режимам термообработки стали или контролю качества резьбы по API Spec 5DP (а для ударных колонн это критично) отвечают шаблонно или пересылают запрос на завод, теряя недели.
Гораздо эффективнее оказалось искать через отраслевые каталоги и ассоциации, связанные с морской нефтегазовой отраслью. Например, сайты, агрегирующие поставщиков для offshore проектов. Там компании уже проходят определённый фильтр. Ещё один рабочий способ — посмотреть, кто является постоянным поставщиком для крупных сервисных компаний вроде Schlumberger или Halliburton на китайском рынке. Часто они работают с одними и теми же заводами годами.
Но самый ценный канал — это сарафанное радио на профильных выставках, вроде OTC в Хьюстоне или её азиатских аналогах. Там в кулуарах можно узнать, у кого реально есть стенд для испытаний ударных нагрузок, а кто только красиво рисует. Один раз такой контакт на выставке в Сингапуре спас целый проект.
Критерии отбора: на что смотреть после первого контакта
Когда список потенциальных поставщиков сформирован, начинается самое интересное. Первый звонок или письмо — это разведка. Я всегда сразу задаю несколько неудобных технических вопросов, не по каталогу. Например: ?Какой метод контроля резьбы вы используете после нарезки — только калибры или ещё и оптическое сканирование профиля?? или ?Можете предоставить протоколы заводских испытаний на усталостную прочность для соединения LC-2??. Реакция очень показательна.
Если менеджер начинает путаться, просит время ?уточнить у инженеров? и не отвечает сутки — это плохой знак. Хороший поставщик, у которого это рутина, либо сразу соединит с техотделом, либо в течение пары часов пришлёт внятные ответы, возможно, даже с выдержками из отчётов. Обязательно просишь предоставить список реализованных проектов с этим типом колонн. Не просто ?поставляли в ЮВА?, а конкретно: для какой платформы, в каком море, кто был подрядчик.
Обязательный этап — аудит завода. Если объёмы планируются серьёзные, поездка обязательна. Нужно своими глазами увидеть цех, где режут резьбу (чистота, оборудование), склад готовой продукции (как маркируется, хранится), и главное — лабораторию или стенд испытаний. Я видел заводы, где всё есть, но стенд для динамических испытаний колонн пылится в углу и явно не используется. Это сразу отсекает вариант.
Пример из практики: работа со специализированным производителем
Вот, к примеру, в одном из последних проектов мы вышли на компанию АО Шаньдун Цилун морская нефтяная стальная труба. Наткнулся на них не сразу, а через рекомендацию от коллег по другому проекту в Южно-Китайском море. Заглянул на их сайт (https://www.qilong.ru) и сразу увидел важный акцент: они позиционируют себя не как простой трубный завод, а как компанию, специализирующуюся на НИОКР и производстве именно морского оборудования, включая изоляционные колонны и работы по забивке свай. Это уже было совпадение по духу.
Изучая раздел с продукцией, увидел, что в ассортименте есть глубоководные поверхностные трубы и трубы для морских опорных конструкций — это смежные области, требующие похожего понимания нагрузок. Значит, металлургия и обработка у них, скорее всего, заточены под offshore. Написал им, задал свои ?неудобные? вопросы по LC-2. Через несколько часов пришёл ответ не от менеджера по продажам, а от старшего инженера техотдела. Он подробно расписал, какую марку стали они рекомендуют для разных условий солёности воды, прислал схему своей резьбы с указанием зон упрочнения.
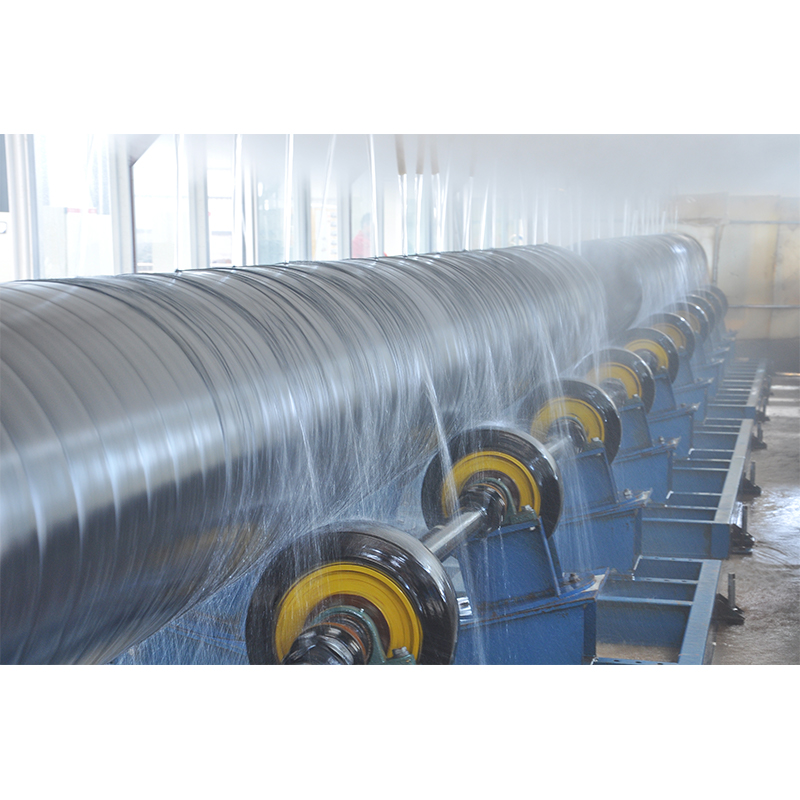
Самое главное — они без лишней рекламы прислали видеофрагменты испытаний ударной нагрузкой на собственном полигоне. Видно было, что это не постановочная съёмка, а реальный процесс с датчиками. Позже, когда мы приехали на завод, это подтвердилось. Цех был оснащён современными станками с ЧПУ для нарезки резьбы, был отдельный участок неразрушающего контроля. Но больше всего впечатлило обсуждение с их технологами: они говорили не о цене за тонну, а о том, как лучше адаптировать параметры соединения под конкретные грунты нашего проекта. Это уровень.
Конечно, у них не всё идеально. Например, логистика документов для экспорта в первый раз затянулась — не хватало некоторых специфических сертификатов происхождения, которые требуются для ввоза в нашу страну. Пришлось вместе разбираться. Но это рабочие моменты. В итоге колонны пришли в срок, прошли приёмку у нашего независимого инспектора. Резьба стыковалась идеально, бирок и маркировки было в избытке. С тех пор рассматриваю их как одного из реальных кандидатов под подобные задачи.
Типичные подводные камни и как их обходить
Даже когда поставщик вроде бы найден и проверен, сюрпризы могут вылезти на этапе контракта и исполнения. Первый камень — сертификация. Многие китайские заводы имеют сертификаты API, но важно проверить, актуален ли он именно на продукцию LC-2. Бывает, сертификат есть на трубы, но не на конкретный тип резьбового соединения для ударного погружения. Нужно требовать копию сертификата с явным указанием.
Второй момент — инспекция. Никогда не стоит полагаться только на заводской отчёт о контроле качества. Обязательно нужно прописывать в контракте право на стороннюю инспекцию (например, SGS или Bureau Veritas) как на заводе перед отгрузкой, так и выборочно — по прибытии. И не просто формальную, а именно с проверкой ключевых параметров: твёрдость в зоне резьбы, ультразвуковой контроль тела трубы, химсостав. Один раз такая инспекция выявила неоднородность материала в партии — завод заменил трубы без споров, потому что это было прописано.
Третий камень — логистика и упаковка. Ударная резьбовая кондукторная колонна требует особой упаковки торцов, чтобы резьба не пострадала при транспортировке. Нужно чётко специфицировать тип заглушек (желательно стальные, а не пластиковые), способ крепления в контейнере. Был случай, когда из-за плохого крепления в трюме корабля несколько труб получили вмятины не на резьбе, но рядом — пришлось их отбраковывать, так как это меняло расчёт прочности.
Резюме: алгоритм поиска, который работает
Итак, если обобщить мой, иногда горький, опыт. Поиск поставщика Китай LC-2 кондукторной колонны — это не покупка товара на рынке. Это инженерно-снабженческая задача. Начинать нужно с глубокого понимания своих технических условий. Потом — искать не ?поставщиков труб?, а компании, заточенные под морской нефтегаз, под работы по забивке свай. Смотреть на их портфолио, задавать каверзные вопросы, оценивать скорость и качество ответов.
Обязательно использовать отраслевые ресурсы и личные рекомендации. Планировать аудит, если объёмы значительные. Не стесняться детально прописывать в контракте все требования по качеству, инспекции и упаковке. И помнить, что идеальных поставщиков не бывает — бывают те, с кем ты научился эффективно решать проблемы. Как, например, в истории с АО Шаньдун Цилун — они показали себя не продавцами металла, а партнёрами, способными вникать в суть задачи. Это, пожалуй, главный критерий.
В конечном счёте, найти можно. Но это будет не первый, кто высветился в поисковике. Это будет тот, чьи инженеры говорят с тобой на одном языке — языке нагрузок, допусков и реальных условий моря. Удачи в поиске.